×
复制成功
微信号:13061644116
添加微信好友,了解更多产品详情。
2025-06-30 18:06:51

研究背景
激光选区熔化是近年来快速发展的一种金属材料增材制造技术。由于其逐层重熔和凝固的成形工艺特点,激光选区熔化制备的合金组织容易呈现明显的各向异性,主要表现为晶粒、熔池形态在不同方向存在差异(如图1)。
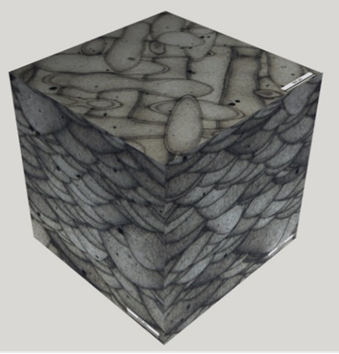

图1 激光选区熔化AlSi10Mg合金金相组织和EBSD形貌三维视图
合金组织的各向异性会对其力学性能产生影响。因此,研究掌握组织各向异性对激光选区熔化AlSi10Mg合金断裂韧性的影响规律,有助于该技术和材料的应用。
创新研究
中国航发北京航空材料研究院3D打印研究与工程技术中心采用激光选区熔化技术制备了AlSi10Mg合金试件。利用光学显微镜、扫描电子显微镜和透射电子显微镜等观察和分析退火态合金的显微组织;利用万能材料试验机和疲劳试验机测试退火态合金的室温拉伸性能和平面应变断裂韧度KIC(图2);利用测试过程中的载荷-裂纹开口位移曲线计算不同开口方向紧凑拉伸试样的J积分和裂纹尖端张开位移值(crack tip opening displacement,CTOD)。
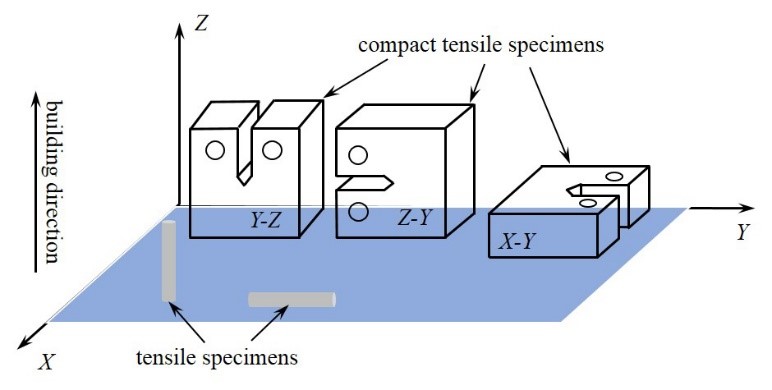
图2 拉伸试样和紧凑拉伸试样取样示意图
图3为不同开口方向紧凑拉伸试样的载荷与裂纹开口位移曲线。数据显示,不同开口方向紧凑拉伸试样的最大载荷存在差异,其中X-Y、Y-Z、Z-Y试样的最大载荷平均值分别约为47.9 kN、47.0 kN、42.7 kN。可见X和Y方向组织承受裂纹扩展的最大载荷基本相当,均略高于Z方向的组织。
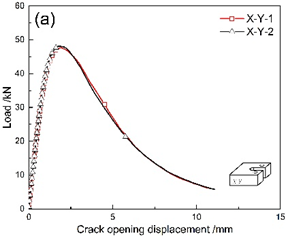
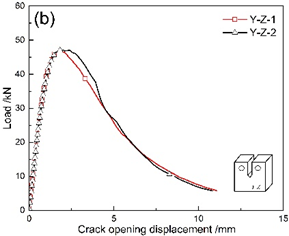
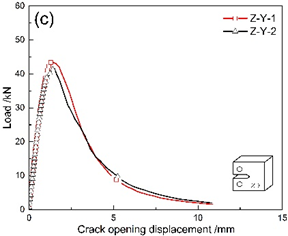
图3 不同开口方向紧凑拉伸试样的载荷-裂纹开口位移曲线。(a)X-Y;(b)Y-Z;(c)Z-Y
利用J 积分和CTOD 值对不同开口方向试样的断裂韧性进行对比,结果显示:退火态合金试样的断裂韧性存在各向异性。主要表现为X-Y 和Y-Z 开口方向试样的J积分值均达到430 kJ/m2左右,而开口方向为Z-Y 的试样仅为250 kJ/m2。
由此说明,当裂纹表面平行于成形方向时,裂纹扩展所需能量基本相当;而裂纹表面垂直于成形方向时,裂纹扩展所需要的能量明显降低。
同样地,开口方向为X-Y 和Y-Z 试样的CTOD 值相同,均约为0.8 mm;而开口方向为Z-Y 试样的CTOD 值仅为0.47 mm。
可见,材料萌生裂纹后,在载荷的作用下裂纹尖端附近的塑性区导致裂纹尖端表面张开;当裂纹表面平行于成形方向时,裂纹尖端表面张开位移达到0.8 mm后裂纹发生失稳扩展;而裂纹表面垂直于成形方向时,裂纹发生失稳扩展对应的裂纹尖端表面张开位移临界值仅为0.47 mm。
结合显微组织分析认为,X-Y 和Y-Z 开口方向试样的裂纹表面均平行于成形方向,对应的组织为熔池逐层堆叠的形貌;而Z-Y 开口方向试样的裂纹表面垂直于成形方向,对应的组织为熔池相互交织的形貌。
由于熔池边界附近的组织相对粗大,小角度晶界比例较高,故Z-Y 开口方向试样的裂纹倾向于沿熔池边界扩展,导致断裂韧性较低。而熔池内部组织相对细小,大角度晶界比例较高,使得X-Y 与Y-Z 开口方向试样在裂纹穿过熔池内部扩展时表现出的断裂韧性更好。
研究结果表明
激光选区熔化增材制造技术在复杂形状零部件的近净成形方面与传统成形技术相比具有显著优势,但仍存在组织/性能的各向异性、残余应力较大和材料/后处理体系研究不完整的问题,仍需加强合金材料开发和完善后处理技术研究,从而满足不同领域和不同性能的需要。
参考文献: 中国光学期刊网

您好,可以免费咨询,技术客服,Daisy
欢迎大家给我们留言,私信我们会详细解答,分享产品链接给您。
免责声明:
资讯内容来源于互联网,目的在于传递信息,提供专业服务,不代表本网站及新媒体平台赞同其观点和对其真实性负责。如对文、图等版权问题存在异议的,请联系我们将协调给予删除处理。行业资讯仅供参考,不存在竞争的经济利益。


